|
|
 |


Begin OCR Text:
_
P
directions. See the Specifications for the dimen- -
sions concerned.
Re-boring the _yIinders
The cylinders are re-bored in a special maþhine,
after which they are honed in order fo obtain a
good surface finish. The complete cylinder block
should be washed in a degreasing tank before
being assembled in order to remove all grinding
residue and impurities.
See the Specifications for the dimensions concer-
ned, See also the teKt under the heading ''Fit of
pistons in cylinders''. . _- ' _,,_,o
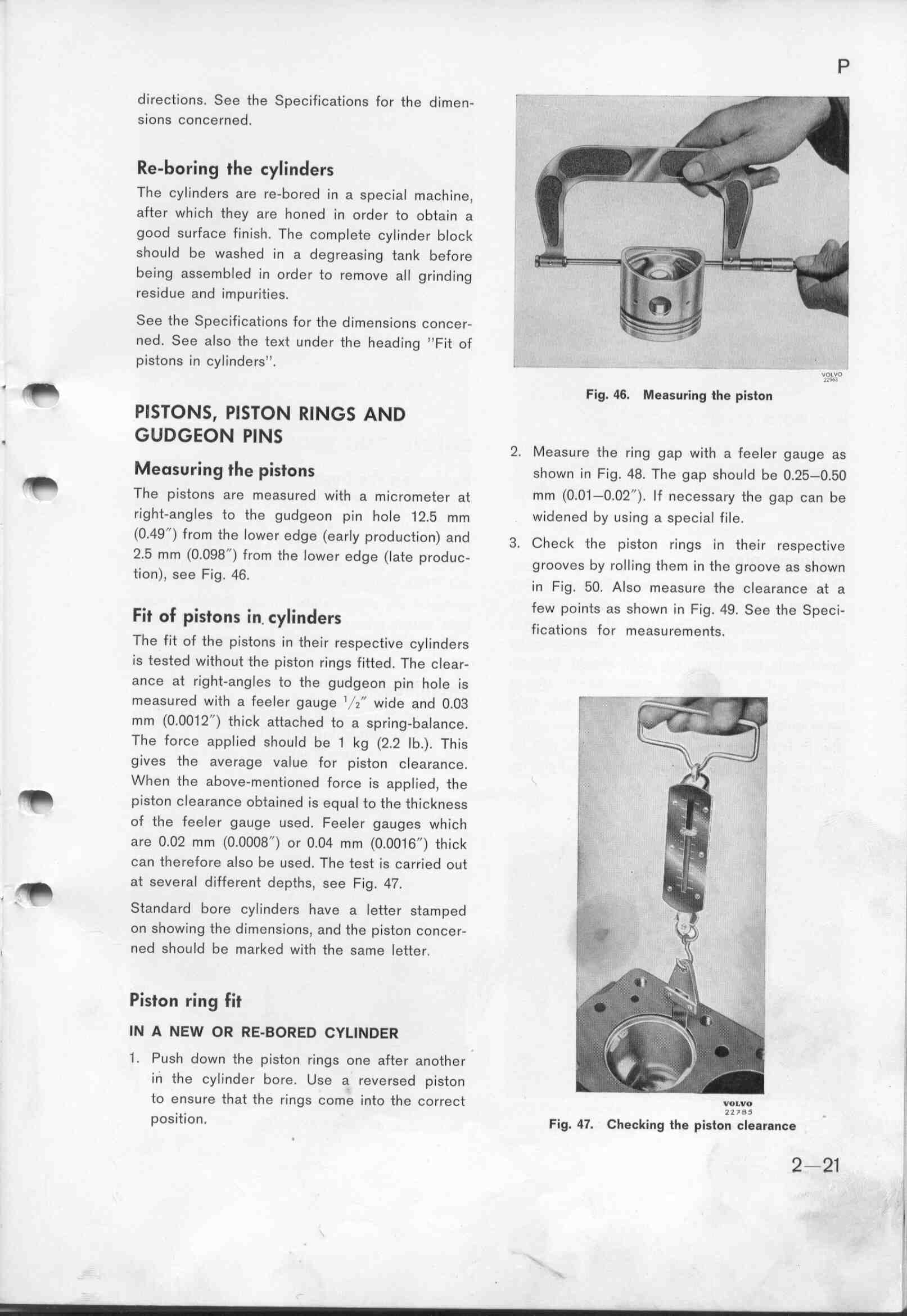
' _ Fig. 46. Mgas_ring thg pisto_ ''
PISTONS, PlSTON RINGS AND
GUDGEON PINS
' 2. Measure the ring gap with a feeIer g8uge as
_ Meosvring the pistons shown in Fig. 48. The gap shou_d be o.2s-o.5o
The pistons are me8sured with a micrometer at mm (O_O1-O_O2''). If necessay the gap can be
right-angles to the gudgeon pin hole 12.5 mm widened by using a special file.
(O_49'') from the lower edge (early production) and 3 _h k _h _ t _ _ _h _ t_
. eC e pIS On ringS In e_r reSpeC ive
2_5 mm (O.O98'') from the lower edge (late produc- b __ h . h h
grooves y ro ing t em in t e groove as s own
tion), see Fig. 46. in Fig. 5O. Also measure tfe clearance at a
F_t _ _ t _ I_ d few pOints as shown in Fig. 49. See the Speci_
l O pIS onS In _y in ers
' fications for measurements.
The fit of the pistons in their respecfive cylinders
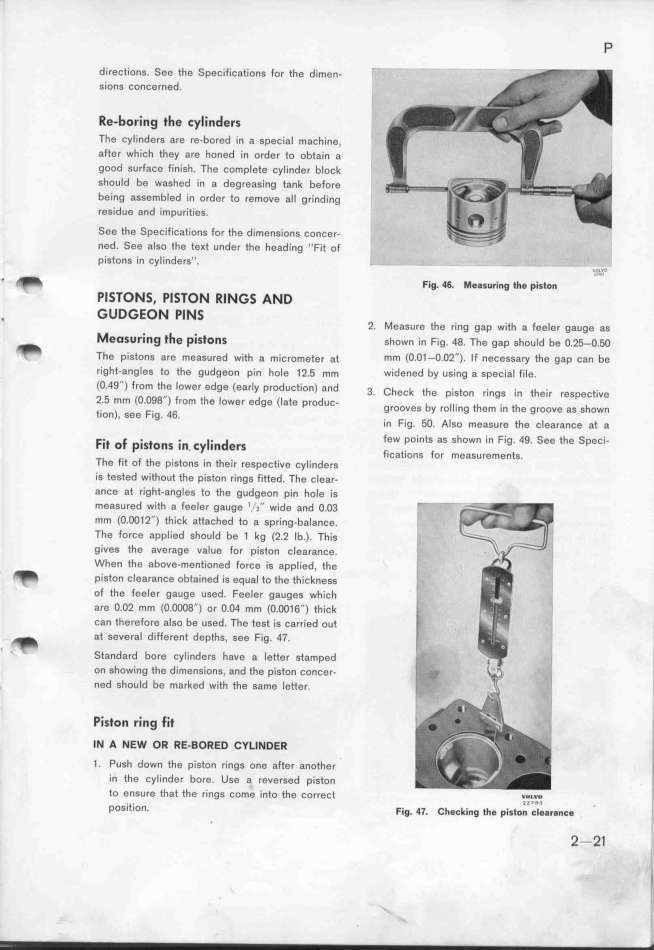
is tested w_ithout the piston rings fitted. The clear-
anCe at right-angles to the gudgeon pin hole is
measured with a feeler gauge ','_'' wide and O.O3
mm (O,OO12'') thick attached to a spring-balance.
The force applied should be 1 kg (2.2 Ib.). This
gives the average value for piston clearance.
_ When the above-mentioned force is applied. the
P_Ston ClearanC0 obtained is equal to the thickness
of the feeler gauge used. FeeIer gauges which
are O.O2 mm (O.OOO8'') or O.O4 mm (O.OO16'') thick
can therefore also be used. The test is carried out
_ at several different depths, see Fig. 47.
' ' Standard bore cylinders have a letter stamped _
on showing the dimensions, and the piston concer- _
, ned should be marked with the same letter.
Piston ring _it
l_ A _EW OR RE-BOffED _yLl_DER _
1. Push down the piston rings one after another _
in the cylinder bore. Use a reversed piston
to ensure that the rings come into the correct w,,_,v,o, ','
pOSitiOn. . Fig. 4_. __eþking __g pi__on þ_gg_gnþg
2-21 _
|